
Khi vận hành máy CNC, mục đích để di chuyển trục của máy gia công CNC, người lập trình cần xác định vị trí đích tiếp theo của dao cắt.
Có hai phương pháp để xác định vị trí này: chế độ xác đinh tọa định vị tuyệt đối G90 (absolute value) và chế độ gia tăng tương đối (Incremental). Việc hiểu rõ và sử dụng đúng hai phương pháp này là yếu tố quan trọng giúp chương trình hoạt động chính xác và ổn định.

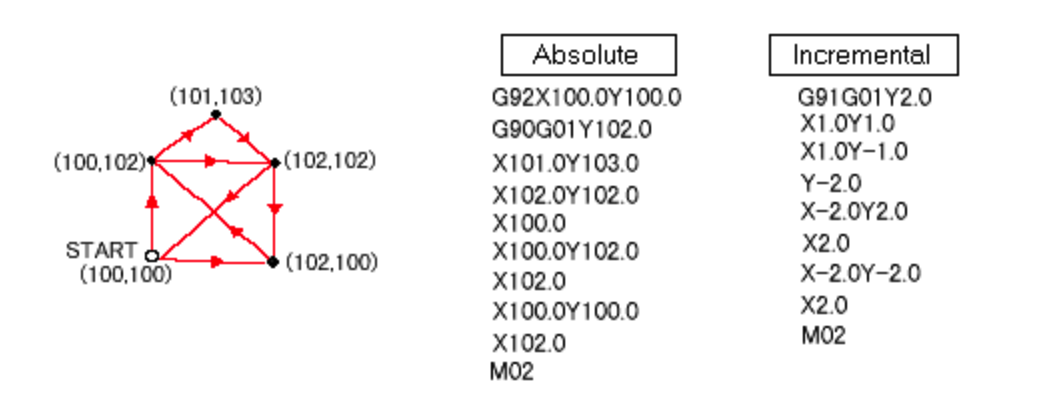
Nguyên lý lập trình cnc 2 phương pháp G90 và G91
Chế độ tọa độ tuyệt đối (Absolute – G90)
Ở chế độ tọa độ tuyệt đối, vị trí đích được xác định bằng tọa độ tuyệt đối trong hệ tọa độ đã được thiết lập (ví dụ: hệ tọa độ thiết lập bởi lệnh G92).
Nói cách khác, mọi điểm đích đều được xác định dựa trên gốc tọa độ cố định của hệ trục.
Chế độ gia tăng (Incremental – G91)
Ngược lại, ở chế độ gia tăng tương đối, vị trí đích được tính dựa trên sự thay đổi (gia tăng) so với vị trí hiện tại.
Có thể hiểu rằng, hệ điều hành máy cnc coi vị trí hiện tại là gốc tọa độ tạm thời, và mọi lệnh di chuyển tiếp theo đều dựa trên gốc này.
Khi khoảng dịch chuyển bằng 0, câu lệnh sẽ được bỏ qua
Các sử dụng 2 câu lệnh này trong lập trình CNC
Hầu hết các bộ điều khiển NC/CNC đều hỗ trợ cả hai chế độ này.
Người lập trình cần chỉ định rõ G90 (Absolute) hoặc G91 (Incremental) ở đầu chương trình để máy hiểu phương pháp đang được sử dụng.
Nếu lệnh này bị bỏ qua, máy sẽ tự động sử dụng chế độ mặc định được cài đặt trong hệ thống điều khiển.
Trường hợp chương trình được viết bằng chế độ khác với mặc định, máy có thể hoạt động sai hoặc di chuyển lệch vị trí.
Ưu điểm và Nhược điểm của G90 và G91
| Phương pháp | Ưu điểm | Nhược điểm |
| G90 (tọa độ tuyệt đối) | – Dễ kiểm tra vị trí, mỗi điểm đều mang giá trị tuyệt đối. – Nếu xảy ra lỗi dữ liệu lập trình, chỉ có điểm lỗi đó bị sai, không ảnh hưởng các điểm khác. | – Dữ liệu chương trình dài, và chiếm lưu lượng lớn hơn. |
| G91 (tọa độ tương đối) | – Lượng dữ liệu nhỏ, dễ tối ưu hóa chương trình. | – Khó kiểm tra vị trí các điểm, do tính theo vị trí tương đối. – Nếu 1 vị trí bị sai thông số, các vị trí sau sẽ bị sai theo. |
Việc lựa chọn giữa câu lệnh G90 tọa độ tuyệt đối (Absolute) và G91 tọa độ tương đối (Incremental) trong lập trình cnc, phụ thuộc vào mục đích của người lập trình và yêu cầu gia công.
Chế độ xác định tọa độ tuyệt đối (G90) thường được dùng khi lập trình các hình dạng cố định, dễ kiểm soát tọa độ.
Chế độ tọa độ tương đối (G91) phù hợp khi lặp lại các chuyển động nhỏ, các chu trình cắt lặp hoặc thao tác tương đối giữa các điểm.
Trong gia công khuôn mẫu chính xác hoặc các linh kiện khuôn mẫu hay các chi tiết cơ khí, người lập trình nếu nắm vững sự khác biệt giữa hai phương pháp giúp người vận hành giảm thiểu lỗi lập trình, tăng độ chính xác và nâng cao hiệu quả gia công trong quá trình sử dụng máy CNC.
